發布日期:2022-07-14 點擊率:66
試用目的是驗證我們的PeakVue技術及在線系統硬件能否有效地檢測出工作輥滾動軸承的潛在故障。此次監測面臨的挑戰在于:軋輥較低的工作轉速以及不能貼近軋輥軸承座的傳感器安裝位置。
這份試用報告要說明的是:CSI的領先技術可以帶給用戶更多的價值,因為我們通過PeakVue技術進行連續監測,及時發現了所有的軸承故障,而CSI4500所采集到的PeakVue信號重復性好(加速度幅值),反映了真實的軸承沖擊水平,為判明軸承故障的嚴重程度提供了可靠的依據。
1. Dunaferr公司
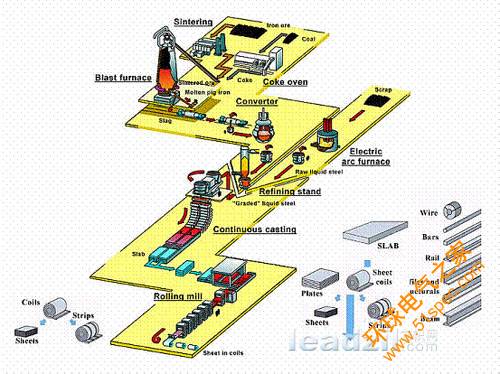
Dunaferr公司的主要產品是熱軋帶鋼,其生產工藝嚴格執行最新的歐洲標準。產品質量滿足具體的應用要求以及客戶引用的匈牙利國內標準或其他國際標準。
鋼鐵生產典型的工藝流程
2. CSI4500在線機械狀態監測系統試用
此次試用選擇的是CSI4500在線機械狀態監測系統,單一框架包括32個傳感器通道,選配PeakVue技術進行連續監測。CSI4500是最現代化的在線機械監測及預測分析系統,具有靈活的組態功能,適合在鋼鐵行業、電力行業、石化行業和造紙行業中旋轉機械的應用。這些旋轉機械包括汽輪發電機組、煙機或透平壓縮機組、風機、泵類、齒輪箱,等等。
在試用過程中,我們選擇了加速度傳感器來測量軋鋼機工作輥的振動和沖擊。盡管不能貼近軋輥軸承座來安裝傳感器,加上工作輥的轉速較低,我們依靠CSI的PeakVue技術和SST(低速測試)技術還是檢測到了許多機械故障。
根據不同的帶鋼厚度規格,Dunaferr公司在軋鋼生產中換輥較為頻繁,因此不能貼近軋輥軸承座安裝傳感器,傳感器只能安裝在4、5號機架上,靠近工作輥軸承座。我們選擇了水平和軸向位置,以便區別不同的振源。Dunaferr公司的軋鋼生產受軋輥軸承問題的影響,導致生產過程時有中斷,維修成本也較難控制。

CSI 4500機械設備狀態監測系統
通過機械狀態在線監測系統的試用,我們至少發現了4次較為嚴重的軋輥軸承故障,幾乎都是軸承外圈和軸承內圈缺陷引起的。滾動軸承由4大元件組成——保持架、滾動體、外圈和內圈。軸承的各元件都有可能產生缺陷,而且元件失效的機理和進程各不相同,因此正確識別正在失效的元件對于滾動軸承的故障診斷非常重要,實際上,軸承發生問題的元件有時會不止1種。

通過采用PeakVue技術進行連續監測,我們可以精確判定軸承是否存在問題,同時預測軸承狀態發生變化的可能性。對于PeakVue時域峰-峰值數據的趨勢跟蹤可以確定軸承內在的真實沖擊水平,從而準確地了解軸承的健康狀態。
監測分析結果
在分析軋機軸承問題之前,讓我們簡單解釋一下PeakVue技術。PeakVue是一種特殊的信號測量技術,用于滾動軸承/齒輪早期故障的監測/診斷,與競爭對手使用的調制解調/包絡檢波技術相比,PeakVue技術要先進得多,使檢測者能夠測量軸承內部真實的沖擊水平,并具有可趨勢跟蹤的優點(調制解調/包絡檢波技術不具備趨勢跟蹤的能力)。PeakVue技術可用來檢測軸承問題、油脂潤滑問題、齒輪問題、瞬態沖擊問題,等等。更值得一提的是,PeakVue信號檢測的敏感性尤其適合大型機架結構內軸承的檢測。PeakVue技術實際上檢測的是“應力波”信號,與傳統的振動信號相比,更適合早期滾動軸承問題的監測與診斷。PeakVue技術還可以用來檢測極低轉速的機械和高轉速的機械。
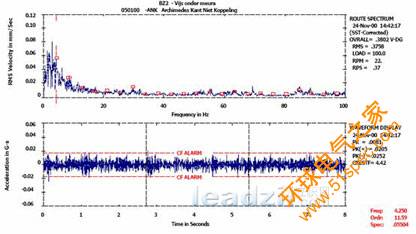
怎樣獲取PeakVue技術呢?在CSI2130機械分析儀中,在CSI4500/XP32機械狀態監測系統中,PeakVue是標準的配置。下面的幾幅圖譜來自一個轉速為22RPM的轉子,可以解釋為什么PeakVue技術比其他標準的信號采樣技術優越,顯然它們的信號采樣率(分析頻寬的倍)過低,不能滿足檢測需要。

沖擊信號少于1毫秒

調制解調捕獲的信號

PeakVue捕獲的信號
當序列脈沖信號每次沖擊發生的時間非常短暫時,采用標準的信號采樣技術容易漏掉這些有價值的信號,而這些寶貴的信號正是軸承早期故障產生的沖擊帶來的。如果采用PeakVue技術,信號的沖擊水平總是可以準確測量,還可以做趨勢分析,因此對于軸承缺陷程度的判斷也變得相對容易。
PeakVue技術應用的實例:
標準信號采樣技術——FFT圖譜(轉速為22RPM)